
 ALSGS配件中心
ALSGS配件中心
 配件列表
配件列表
 在线咨询
在线咨询 151-6666-5513
151-6666-5513产品详情
电动铲运机前后机架、喷浆机减速箱体以及电机车减速箱体等矿用机械首要部件一般都需求在卧式镗床上加工。工厂的T612镗床经过近三十年的运转已老化严峻,精度下降,不能够满意高精度机械加工的要求。在对该设备大修时成功地对其进行了数显改造,设备了光栅数显体系,该体系选用光栅移动发生的莫尔条纹与电子电路、相结合来完结对位移量的主动丈量,并以数字显现位移量。下面介绍该体系的作业原理及实践使用状况。
光栅是由光源、透镜、标尺光栅(主光栅)、指示光栅(副光栅)和光电元件组成。当主光栅和副光栅呈一很小的θ角相对歪斜堆叠放置时,构成两光栅尺上的线纹穿插。在光源的照射下,穿插点邻近的小区域内黑线堆叠构成明暗相间的莫尔条纹与光栅线纹简直成笔直方向摆放。当标尺光栅相对主光栅沿笔直刻线移动时,莫尔条纹跟从其移动。莫尔条纹的光强度近似呈正(余)弦曲线改变,经光电元件所感应的光电流改变规则近似为正(余)弦曲线。经扩大器扩大、整形电路整形,得到两路相差为90°的正弦波或方波,送入光栅数显表计数显现。
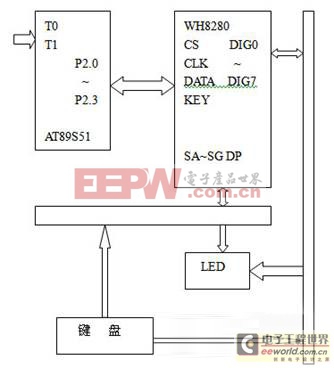
处理收集信号芯片选用AT89S51,它支撑ISP在线编程功用,内部具有两个16位的定时器/计数器。键盘和显现部分选用具有SPI串行接口功用且可一起驱动8位共阴式数码管的智能显现驱动芯片WH8280。它内部含有译码器,可直接承受16进制码或BCD码,并一起具有2种译码方法,可段寻址。具有片选信号,可方便地完成多于8位的显现或多于64键的键盘接口。光栅位移丈量体系硬件首要有光栅辨向电路、、WH8280键盘和数码管电路组成。位移丈量体系原理框图如图1所示。
一般将主尺设备在机床的作业台上,读数头设备在相对机床停止部件上,尽量设备在主尺的下方。设备的当地的挑选必定要留意切屑、切削液及油液的溅落方向。
光栅尺用在旧机床改造时一般没有抱负的设备面,需求加工制造适宜的基座,原料最好是经过时效处理的铸铁,以确保其变形小,几许精度安稳,该基座要经过铣床、磨床加工。经过等高块垫平或用定压螺钉调整基座对机床导轨面的平行度,要求平行度为1mm/1000mm以内。读数头的基座与尺身的基座一共差错小于±0.2mm。设备时,调整读数头方位,到达读数头与光栅尺尺身的平行度为0.1mm左右,读数头与光栅尺尺身之间的距离为1~1.5mm左右。
用调理螺钉将光栅主尺上在作业台设备面基座上,千分表固定在床身,移动作业台,丈量主尺平面与机床导轨运动方向的平行度,调整螺钉,使主尺平行度满意0.1mm/1000mm以内时,把固定螺钉完全上紧。在设备光栅主尺时,应留意光栅主尺超越1.5M以上时,不能只设备两头头,需在主尺尺身中设备支撑,最好用一个卡子卡住尺身中点(或几点)。
读数头的设备的过程与主尺类似,读数头与光栅主尺平行度确保在0.1mm之内,其读数头与主尺的空隙控制在1~1.5mm以内。
光栅传感器悉数设备完今后,为防止机床加工产品移动时读数头冲撞到主尺两头,然后损坏光栅尺,必定要在机床导轨上设备限位设备。
